PHASE 1
ENGINE BUILD
From a bare engine block to a fully functional performance engine, this phase presented unique challenges with precision tolerances, dust control, and product sourcing. It is capable of safely handling up to 1000hp.
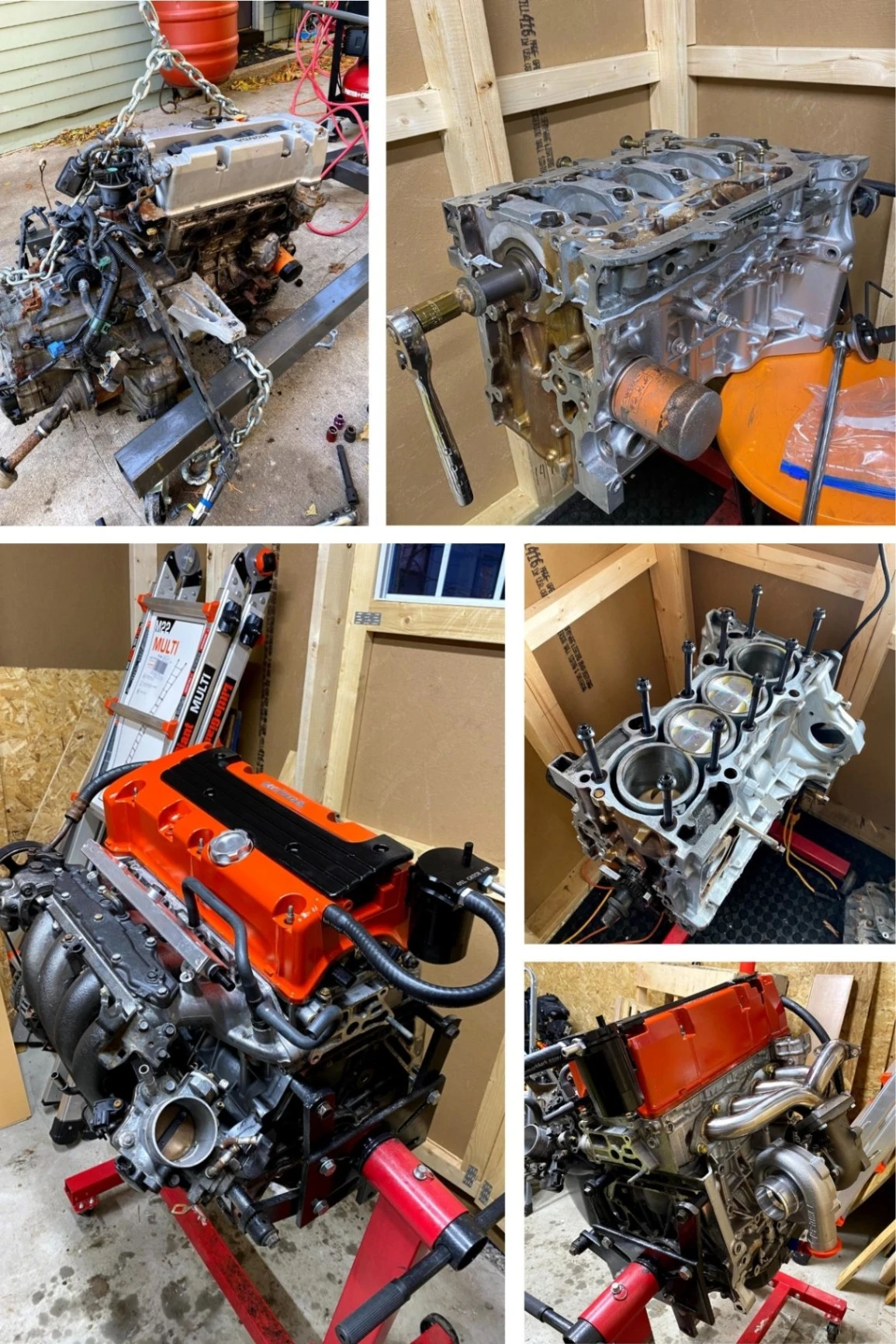

This was never meant to be a project car... we all know how that goes. This project is both the most challenging and most rewarding project I have ever done. It spanned roughly 5 years and tested every skill in my toolkit. This was - and remains as the only functioning K-swapped Celica in the world.
From a bare engine block to a fully functional performance engine, this phase presented unique challenges with precision tolerances, dust control, and product sourcing. It is capable of safely handling up to 1000hp.
This sub-project was surprisingly complex. Between the uneven, organic geometries on the transmission and the limited tooling to create them, it forced me to get creative. The transmission and engine were 3D scanned and positioned for design. The final product is made from plasma cut steel folded on relief cuts and TIG welded. A performance polyurethane bushing is pressed into the sleeve to dampen engine vibrations.

There's not enough room on this website for every sub-project required for this build. Some of the key highlights include a fully custom hardline fuel system complete with upgraded fuel pumps, a canbus driven digital dash, Prius electric power steering column conversion, chassis harness and fusebox overhaul, custom axles, 3D printed firewall plugs and grommets, and many more.

Although a project like this is never really complete, I'm happy where it is now. I transformed a small economy coupe into a 500hp, sleek, and most importantly - fun to drive car. The skills learned throughout this process are innumerable.

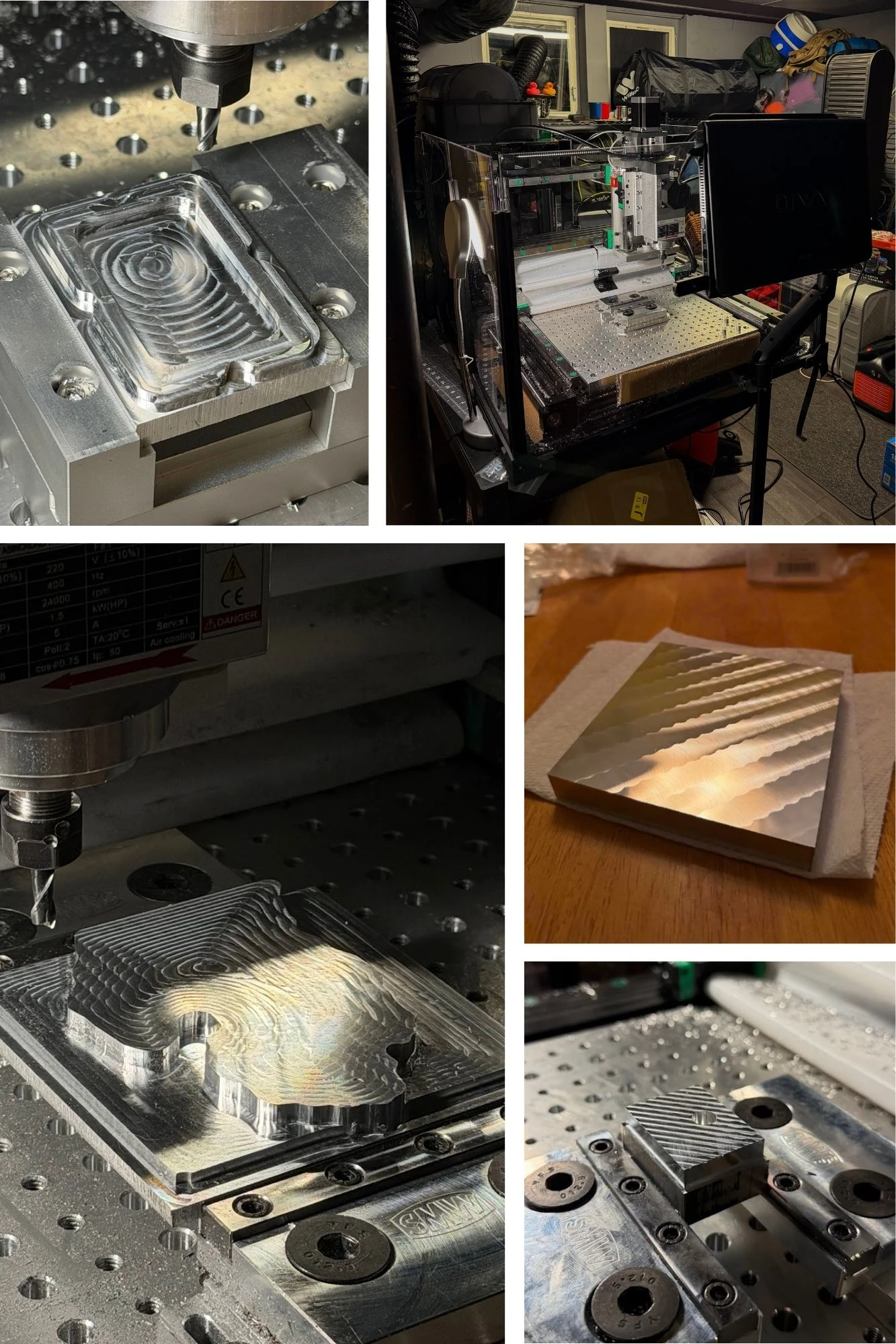
Nothing on the market provided the rigidity and accuracy I wanted in a desktop machine. The parameters were simple - leverage 3D printing as much as possible, and mill aluminum quickly, with reasonable tolerances. The result is a machine crafted from bandsaw cut aluminum extrusion and 3D printed bracing. It features exactly 4 CNC machined pieces (gantry upright brackets) that were sourced from JLCCNC for under $100. An epoxy granite base and 1.5kw spindle paired with closed loop motion control enable the machine to execute HSM toolpaths with cutting speeds over 2000mm/min and rapids over 5000mm/min.
The design I eventually kept was not the first try. I designed and built 2 other machines focused on building quickly to find the real world flaws and iterate quickly. The first machine was too small, second wasn't rigid enough. The third has proven to be my most competent machine yet.
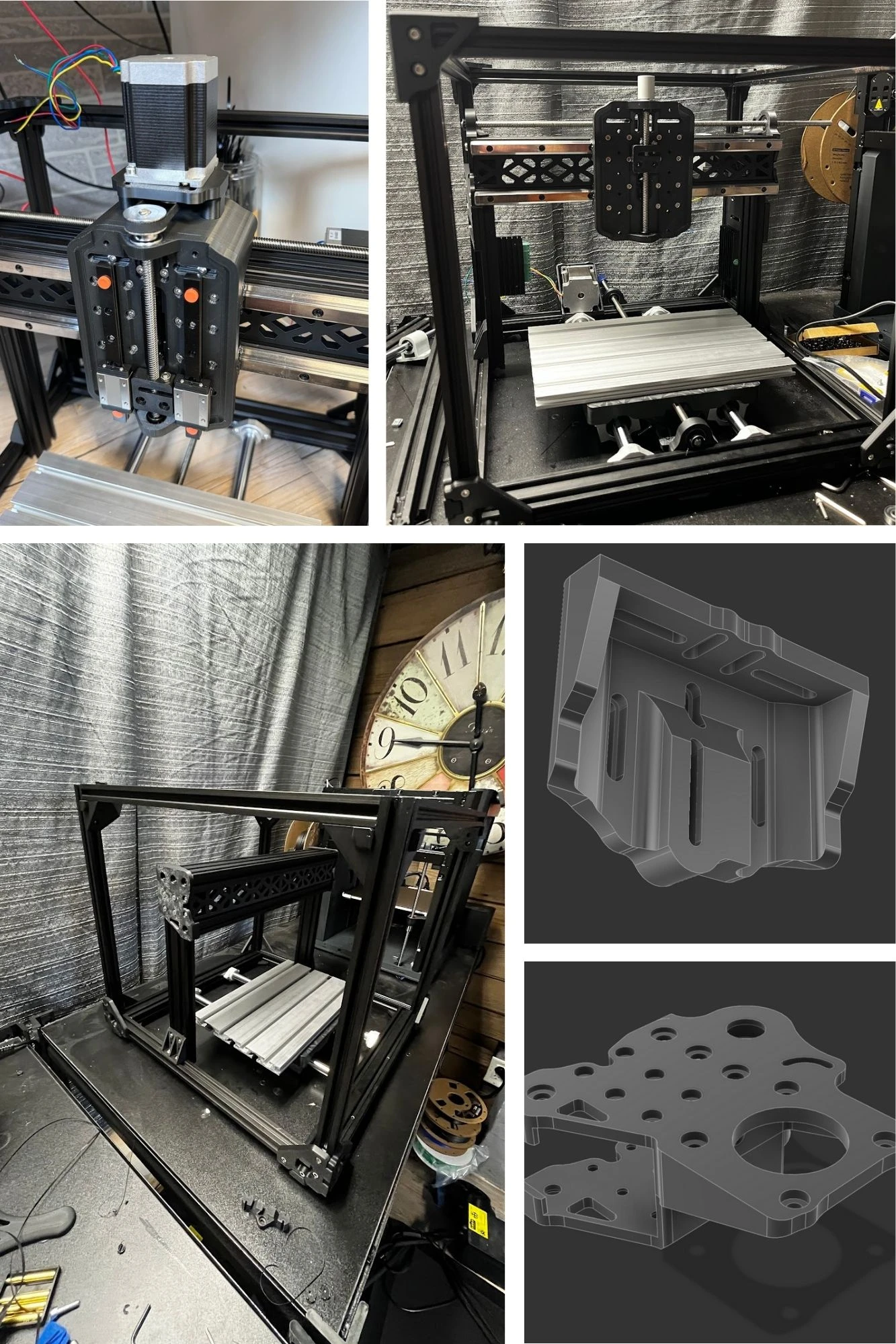
After lots of research, I determined that an aluminum extrusion base filled with a carefully calculated (to closely match the thermal properties of the extrusion) mixture of resin and sand would drastically reduce vibration and add rigidity to the base that the whole frame is built around. Next, the frame (gantry uprights and crossbeams) were designed to accept 20mm linear rails and transmit as much force into the base as possible. The dual Y axis rails support the heavy moving gantry and are designed to stall the motors and stop the job if they come out of square while machining.
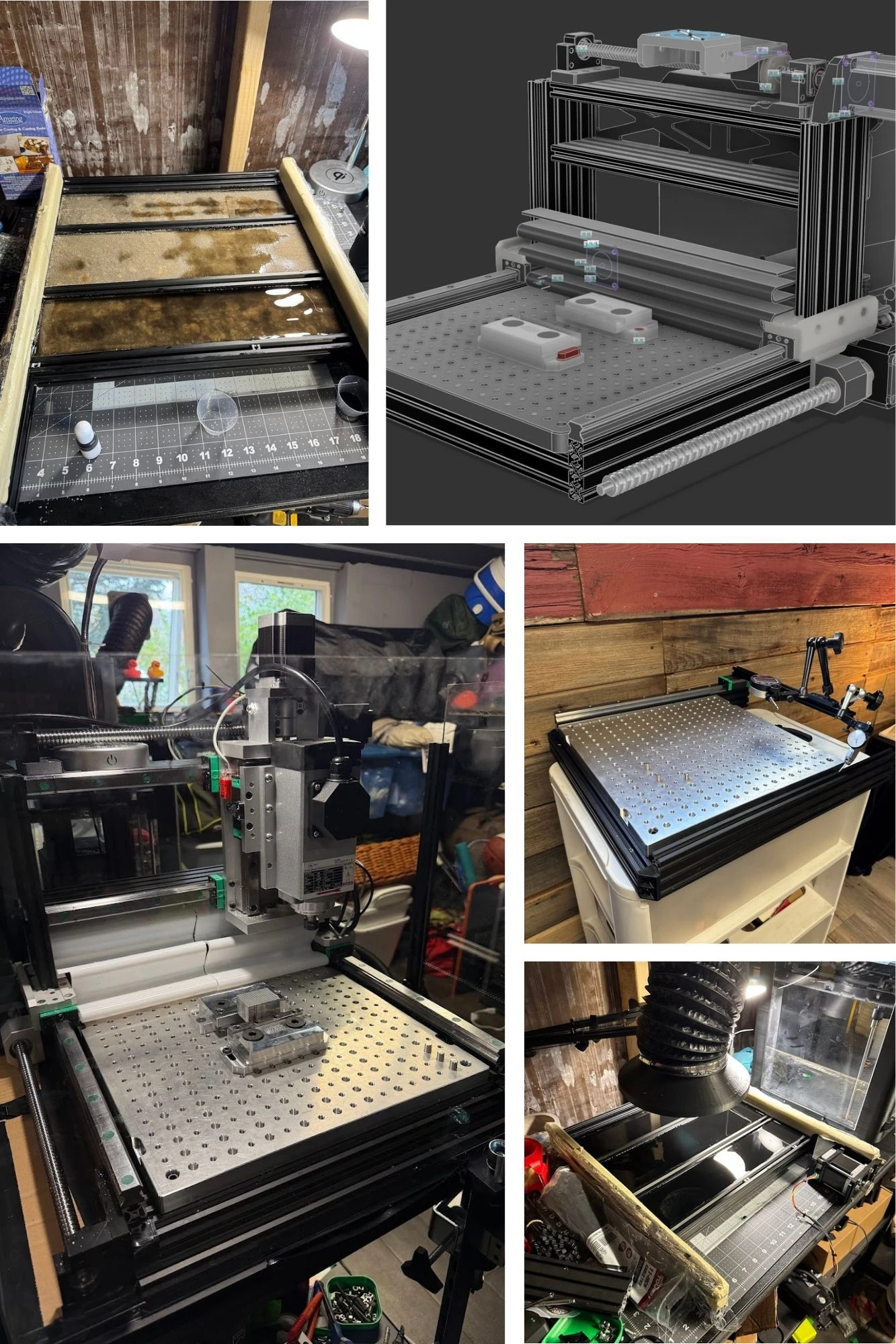
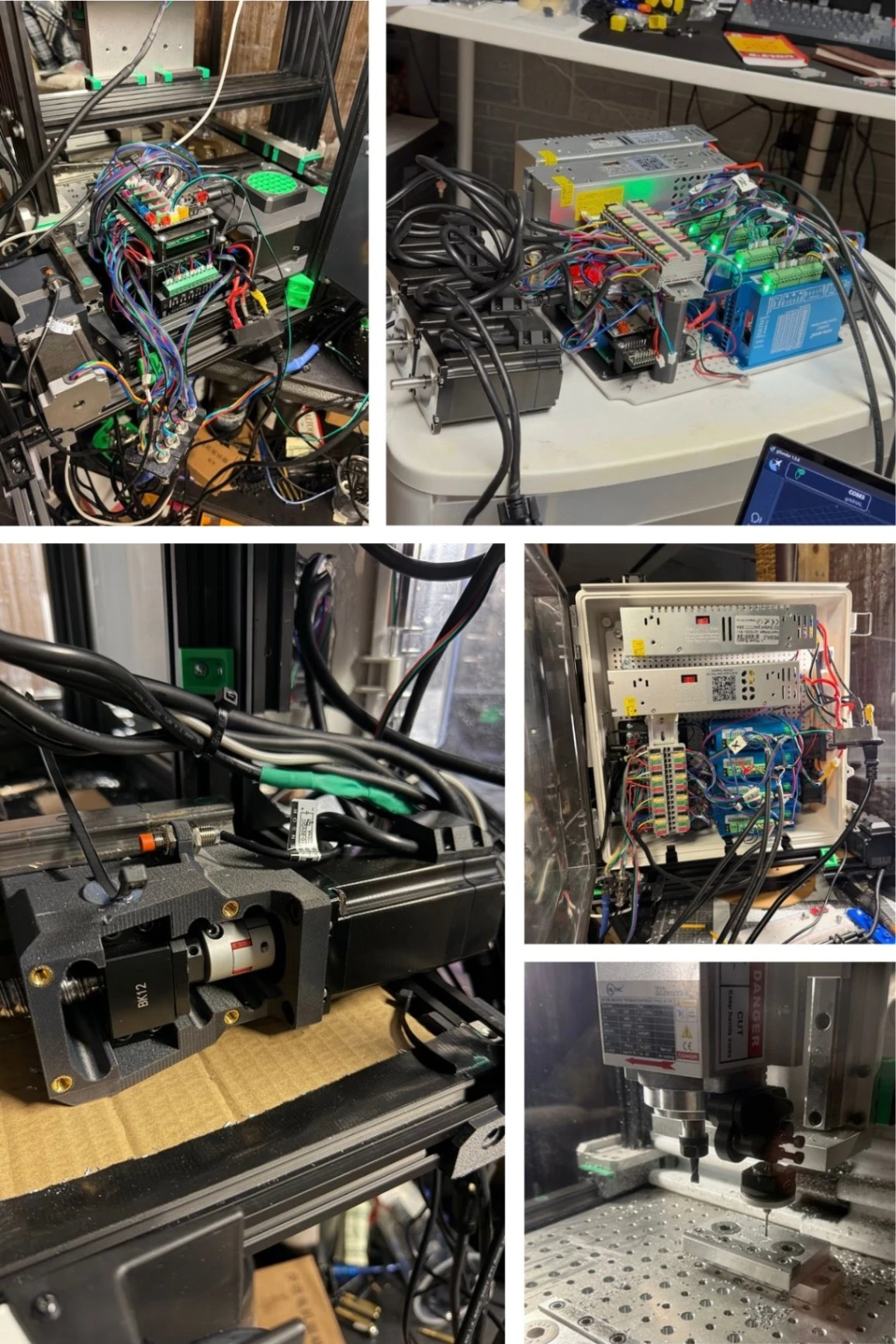
This iteration was initially built with simple, open loop stepper motors at 24v but I quickly found the limits of that system and decided to do a complete overhaul to integrate closed-loop hybrid servos at 36v instead. The rest of the motion system has proven to not limit performance of the machine. 15mm ballscrews and 20mm linear rails on all 3 axes paired with 3D printed motor mounts help propel the machine to over 5000mm/min with 0.005mm repeatability. All printed parts are printed with PCCF on my (mostly) stock Bambu Labs P1S. I also created a quick release 3D probe mount that allows for easy and repeatable (within 0.005mm) accuracy using magnets and dowels. A custom gcode macro then probes and applies offsets automatically.
After using the machine for some time, it's proven to be everything I set out to build and more. This machine challenged my technical design skills more than I could have imagined, but the results speak for themselves. That said, there's still plenty more to do. In the works is a spindle-load-driven MQL coolant system that dynamically adjusts coolant flow based on inferred tool temperature. This setup will hopefully take the speeds and surface finishes to a whole new level.